sol(ID)aires
Le savoir suisse au service des cellules solaires à couches minces bon marché
Schweizer Know-how für billige Dünnschichtsolarzellen
reste à éditer la lettre grecque mu... (μ sous Netscape 6?!)
Résumé français:
Depuis au moins de 20 ans, on prédit
que des cellules solaires bon marché, basées sur la technique
à couche mince, simposeront bientôt sur le marché.
Mais comme les prix nont pu diminuer autant que lon espérait et
que les rendements restaient modestes, cette technique na pas encore réussi
à percer. Cette situation devrait cependant changer prochainement
grâce au savoir-faire suisse. Un procédé nouveau se
contente désormais de températures de processus inférieures
à 200oC, ce qui permet dutiliser comme support pour
les cellules des matières synthétiques telles que le polyamide
ou le PET.
Noch nicht billig genug
Der bisher verhaltene Erfolg bedeutet aber nicht,
dass die Silizium-Dünnschichttechnik aufgegeben worden wäre.
Im Gegenteil: Während der letzten zwei Jahrzehnte wurde sie in der
ganzen Welt intensiv weiterentwickelt. Wesentliche Beiträge dazu hat
das Institut de Micro-technique (IMT) der Universitat Nenenburg[3] geleistet.
Die dortigen Forscher arbeiten seit 18 Jahren systematisch an der Reduktion
der Herstellungskosten. Ihre Arbeiten wurden zum grossen Teil vom Bundesamt
für Energie finanziert.
Um Dünnschichtzellen billiger produzieren zu
können, gibt es verschiedene Ansatzpunkte. An erster Stelle steht
der Herstellungsprozess für die Siliziumschichten. Die Neuenburger
Wissenschafter optimierten die hierfür eingesetzte «Plasma Enhanced
Chemical Vapour Deposition»-Technik (PECVDTechnik, s. Kasten).
Dieses Verfahren wird seit rund 20 Jahren in der
Mikroelektronik und der Oberflächentechnik eingesetzt, um unterschiedlichste
Stoffe in dünnen Schichten auf verschiedensten Trägermaterialen
abzuscheiden. Damit werden heute neben Solarzellen beispielsweise Flachbildschirme
hergestellt oder auch Hartstoff-beschichtete Werkzeuge für die
spanabhebende Bearbeitung.
Kostenrcduktion durch kilrzere Produktionszeiten
Für die Herstellung wirklich billiger Dünnschichtzellen
hat die herkömmliche PECVD einen Nachteil: Das Abscheiden der Schichten
dauert zu lange. Dies wiederum verursacht lange Produktionszyklen und verteuert
das Produkt. Durch verschiedene Verbesserungen gelang es dem IMT mittlerweile,
die Abscheiderate zu verfünffachen. Mit dem von ihm entwickelten VHF-Verfahren
dauert der Abscheidungsprozess für die Siliziumzelle noch rund 10
Minuten. Ursprünglich war hierfür eine Stunde nötig.
Gleichzeitig konnte auch die Abscheidetemperatur
auf unter 200 oC gesenkt werden. Damit lassen sich auch Kunststoffe
(Polyimid[4]), PET[5]) als Träger für Dünnschichtzellen
verwenden. Das entsprechende PECVD-Verfahren hat das IMT mittlerweile an
die Startup-Firma VHF Technologies in Le Locle lizenziert. Es stellt damit
flexible Dünnschichtzellen her und vermarktet sie unter dem Namen
Flexcell.
Amorph + Mikrokristallin = Micromorph
Ein weiterer Schritt auf dem Weg zu billigeren
Zellen gelang dem IMT Mitte der 90er-Jahre in Form der micromorphen Zellen.
Dabei handelt es sich um Tandemzellen, die aus je einer Schicht amorphem
und mikrokristallinem Silizium bestehen (Bilder 1 und 2).
![]()
Bild 1 Aufbau einer micromorphen Dünnschichtzelle
a-Si: amorphes Silizium; uc-Si: mikrokristallines
Silizium; TCO: leitende transparente Zinkoxidschicht; Der Zusatz: H bedeutet,
dass die Schichten Wasserstoff enthalten. Der Wasserstoff gelangt beim
Herstellungsprozess aus dem Reaktionsgas (Silan und
Wasserstoff) in die Schicht und wird dort gebunden. Der wasserstoffgehalt
ist ein typisches Merkmal aller mit PECVD hergestellten Dünnschichtzellen.
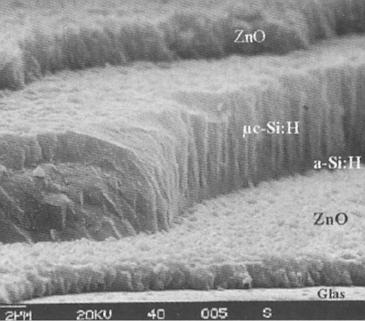
Bild 2 Mikroskopaufnahrne der am IMT entwickelten rnicrornorphen
Dünnschichtzelle
ZnO: Zinkoxid; uc-Si: mikrokristallines
Silizium; a-Si: amorphes Silizium
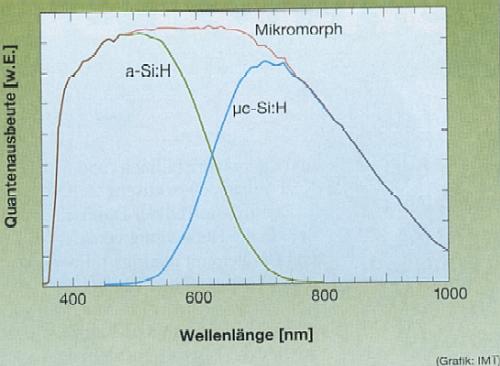
Die Kombination von verschiedenen Modifkationen desselben Stoffs verbessert die Ausnützung des Sonnenlichts. Während amorphes Silizium den Bereich von 400 nm bis 700 nm nutzt, kann mikrokristallines Wellenlängen bis fast 1000 nm -also bis ins nahe Infrarot - in Strom umwandeln (Bild 3).
Dadurch steigt der Wirkungsgrad der Zellen. Momentan
erreichen Labormuster der micromorphen Zellen 11% bis 11,5 % (stabilisiert).
Am IMT geht man davon aus, dass sich dies noch auf über 12% steigern
lässt.
Weitere Verbesserungen erzielten die Westschweizer
auch bei den Kontaktschichten: Um den Strom von der Zelle abzuführen,
werden Schichten aus transparenten leitenden Stoffen (TCO, Transparent
Conductive Oxide) benötigt. Sie erfüllen in der Solarzelle gleichzeitig
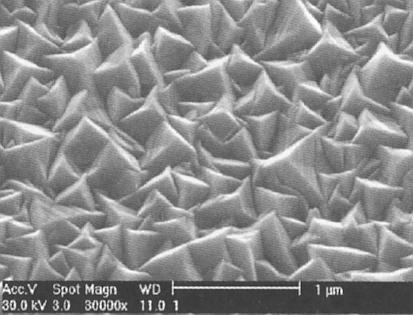
noch die Aufgabe, das Licht optisch optimal einzukoppeln. Durch die Verwendung
von besonderen Zinkoxidschichten mit entsprechender Nano-Strukturierung
konnte die Reflexion des einfallenden Lichts vermindert und die Absorption
im Gegenzug erhöht werden (Bild 4).
Technologietransfer im grossen Stil
Nun geht es darum, die Forschungsergebnisse in die
industrielle Produktion umzusetzen. Hierfür hat das IMT mit der Firma
Unaxis Displays aus dem liechtensteinischen Balzers eine weit reichende
Zusammenarbeit beschlossen. Die aus dem früheren Oerlikon-Bührle-Konzern
hervorgegangene Firma ist weltweit einer der führenden Hersteller
von Produktionsanlagen für Flachbildschirme. Diese Anlagen nutzen
ebenfalls Plasmaprozesse zum Abscheiden dünner Schichten aus amorphem
Silizium.
Die Projektpartner wollen mit ihrer Zusammenarbeit
die Solarenergie reif für die Massenproduktion machen. Zu diesem Zweck
will Unaxis während der nächsten zwei Jahre 15 Mio. bis 20 Mio.
Franken in die Entwicklung eines industriellen Produktionsverfahrens investieren.
Hierfür richtet die Firma in Neuenburg ein neues
Forschungslabor ein, in dem
ihre bewährten Anlagen an die Herstellung von Dünnschichtzellen
angepasst werden. Geleitet wird das Labor von IMT-Wissenschaftlern.
Als Erstes gut es, das am IMT entwickelte
Beschichtungs-Know-how, im Speziellen den schnellen VHF-Abscheidungsprozess,
zu integrieren. Dabei erhalten die Projektpartner Unterstützung vom
Forschungszentrum für Plasmaphysik der ETH Lausanne (CRPP[6]),
das sein Know-how auf dem Gebiet der industriellen Plasmen beisteuert.
Wenn dies gelungen ist, wird der Prozess dahin gehend
optimiert, dass alle für Dünnschichtzellen notwendigen Schichten
nacheinander im selben Reaktor aufgebracht werden können. Bisher waren
drei Durchgänge in verschiedenen Reaktoren nötig, was die Herstellung
verteuerte. Gerade hier liegt ein grosser Vorteil der Unaxis-Anlagen, denn
sie sind von Grund auf für die Abscheidung mehrerer Schichten nacheinander
ausgelegt.
Und schliesslich geht es darum, Trägermaterialien
mit mehr als 1 m2 Fläche in gleich bleibend hoher Abscheidungsqualität
beschichten zu können. Das verbilligt die Herstellung der Zellen weiter.
Am Ende der Entwicklung sollen leistungsfähige
Anlagen für die Herstellung von Dünnschichtzellen zur Verfügung
stehen. Die Projektpartner erwarten bei der Herstellung von Dünnschichtzellen
ähnliche Effizienzgewinne, wie sie in den letzten Jahren bei den Flachbildschirmen
möglich waren. Bis in zwei Jahren sollte die erste Pilotanlage zur
Produktion von micromorphen Solarzellen bereit sein und nur ein Jahr später
sollen die ersten industriellen Anlagen auf den Markt kommen. Bis dann
sollen die Kosten for micromorphe Zellen auf 1,5 Euro/Wp gedrückt
werden - das entspricht etwa der Hälfte dessen, was heute normale
amorphe Zellen kosten oder rund einem Drittel des Preises für kristalline
Zellen. Als Wirkungsgrad sind dann stabilisierte 8-9% angepeilt.
Mit ihrem Wirkungsgrad, ihrem Preis und ihren technischen
Eigenschaften eignen sich micromorphe Zellen vorab für grossflächige
Anwendungen. Besonders interessant dürfte die gebäudeintegrierte
Fotovoltaik sein, da die Flächen dort sozusagen gratis zur Verfügung
stehen. So wirkt sich der tiefere Wirkungsgrad gegenüber der kristallinen
Konkurrenz kaum auf die Investitionskosten aus.
| Dünne Schichten aus kühlem Plasma
Ähnlich wie die verwandten Verfahren Epitaxie und CVD (Chemical Vapor Deposition) dient das PECVD-Verfahren (Plasma Enhanced CVD) dazu, dünne Feststoffschichten aus der Gasphase auf Trägermaterialien abzuscheiden. Bei der Produktion von Dünnschichtsolarzellen wird als Reaktionsgas die Siliziumverbindung Silan (SiH4) verwendet. Im Beschichtungsreaktor wird das Silan dutch ein hochfrequentes elektromagnetisches Feld in ein Plasma umgewandelt. Dabei entstehen Siliziumradikale, die sich auf dem Trägermaterial als dünne Schicht niederschlagen. 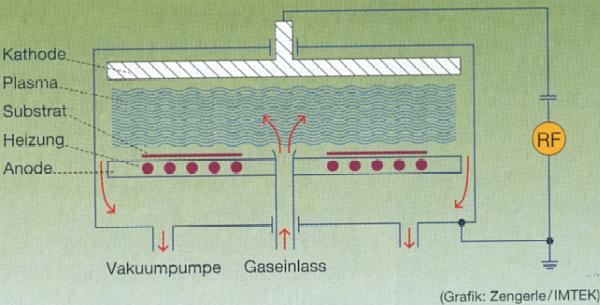
Schematischer Aufbau eines PECVD-Reaktors RF: Radio Frequency. Bei PECVD ist damît meist 13,56MHz gemeint Der entscheidende Unterschied zwischen den
verschiedenen Beschichtungsmethoden liegt in der Reaktortemperatur. Während
sie bei der Epitaxie um 1000 oC und bei der CVD bei mindestens
400 oC liegt, genügen bei der PECVD weniger als 250oC.
|
Angaben zum Autor
René Mosbacher, Chemiker
FH, ist set 1989 Fachjournalist für Energie, Umwelt und Gebäudetechnik.
Oerlikon
Journalisten AG, Gubelstrasse 59, CH-8050 Zürich, mosbache@fachjournalisten.ch
[1] Bei amorphen Zellen wird der sogenannte stabilisierte Wirkungsgrad
angegeben. Grund dafür ist, dats sie während der ersten rund
1000 Betriebsstunden 25-30% ihres Anfangswirkungsgrads einbüssen.
Kristalline Zellen hingegen verlieren kaum Wirkungsgrad.
[2] Photon International, März 2003, 42 ff.; www.photonmagazine.com
[3] Institut de Microtechnique (IMT), Université de Neuchâtel,
Rue Breguet 2, CH-2000 Neuchâtel, www-imt.unine.ch,
Leitung: Professor Arvind Shah, arvind.shsh@unine.ch
[4] Polyimide sind hochtemperaturbeständige Polymere mit
ausgezeichneten mechanischen, thermischen und elektrischen Eigenschaften.
Sie werden in der Mikroelektronik beispielsweise für Pufferschichten,
Passivierungsschichten, Bindeschichten und dielektrische
Zwischenschichten verwendet und werden meist flüssig aufgebracht und
anschliessend im Ofen gehärtet. Polyimid kann lithographisch strukturiert
werden.
[5] PET: Polyethylenterephtalat, ein teilkristalliner
oder amorpher, aus langen Molekülketten (Makromolekülen) bestehender
Kunststoff. Der Aufbau der Molekülketten kann gezielt beeinflusst
werden, wodurch sich die Eigenschaften der späteren Produkte bestimmen
lassen. PET ist unter Hitze formbar und kaun in nahezu jede beliebige Form
gebracht werden.
[6] CRPP: Centre de recherches en physique des plasmas, EPFL
Lausanne, CH-l015 Lausanne, http://crppwww.epfl.ch